Duct Booster Coils
Duct Booster Coils
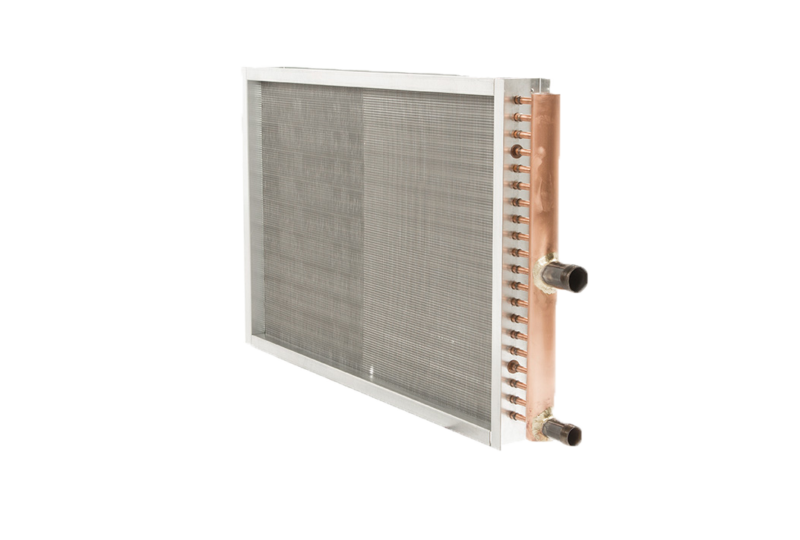
Our 1 and 2 row hot water duct booster coils are available in slip & drive, flanged or end plate only designs. Over 70+ sizes available for quick shipment in as little as 1-5 days as needed.
* 5/8” OD copper tubes with .020 wall staggered tube pattern.
* ½” OD copper tubes with .016 wall staggered tube pattern.
* 6 to 14 Fins per inch.
* Galvanized steel casings
* All coils are leak tested under water at 550 PSIG dry nitrogen.

Shipping Option
Cost
3-5 Business Days (small quantity up to 10)
2-3 Weeks (More than 10)
Standard Shipment
1-2 Business Days
Call for pricing
See our Shipping Schedule for all other HVAC equipment offered.

Questions? Need more information?
Please call us at 800-USA-COIL!
Or send us a message using the form to the left.
Duct Booster Coils Materials and Specifications

FINS
Secondary surface (fins) shall be of the plate-fin design using aluminum, with die-formed collars. Fin design to be waffle type in a staggered tube pattern to meet performance requirements. Collars will hold fin spacing at specified density, and cover the entire tube surface. Fins are to be free of oils and oxidation.

TUBES
Seamless copper tubes shall be mechanically expanded into plate aluminum fins to form an everlasting bond between primary and secondary surfaces. Tubes are to be mechanically expanded into fins (secondary surface) for maximum heat transfer.

HEADERS
Headers (manifolds), if required, shall be constructed of a minimum .060” wall seamless copper. Die-formed copper end caps are brazed on the inside of the headers, and rounded so as to prevent excessive pressure drop. (Unless spun-closed — for sizes up to 1-3/8”) All headered booster coils shall be provided with 1/4” vents and drains.

CONNECTIONS
Connection is to be sweat type (SWT) or MPT.
CASING
Coil casing material shall be galvanized steel at a 18 gauge. Intermediate supports are required every 42” of finned length and shall be bolted to top and bottom casing channels.

PRESSURE TESTING
Coils shall be tested at 550 psig using dry nitrogen, submerged under water. Dual-operator verification shall determine that all coils are leak-free.
Booster coils are guaranteed up to a maximum 300° F operating temp, and 250 psig maximum operating pressure.
CERTIFICATION
All booster coils designed with 1/2” or 5/8” tubes are to have ARI Standard 410 certification and shall bear the ARI symbol. Coils outside the scope of ARI’s standard rating conditions or certification program will be acceptable to ARI since USA Coil is a current member of the ARI coil certification program, and coils will be rated in accordance with the ARI Standard 410.
Latest From The Blog
View our latest blog news
-
What is Heat Transfer?
There are many terms used in the HVAC Industry. One that is often misunderstood is heat transfer. Wikipedia’s definition states that......
-

Invaluable Freeze Event Protection
USA Coil & Air has been marketing our patented, freeze-damage water and steam coil line for over 25 years under the......
-

It’s Coil Replacement Season
The “holiday season” may be over, but the “coil replacement season” is in full swing in many areas of the country.......